
Expansores de tubos. Nuevo catalogo
- 18 jul 2016
- 5 min de lectura
La fiabilidad de un intercambiador de calor depende en gran medida de la integridad de todas uniones tubo-placa de tubos, todas y cada una de ellas debe de estar libre de defectos. Una unión efectiva entre tubo y placa de tubos debe estar a prueba de fugas en condiciones de: operación de expansión y contracción, presión o vacío. Los tubos de la mayoría de los intercambiadores tubulares están conectados a las placas de tubos mediante expansionado o soldadura y expansionado. Existen varias técnicas para la creación de uniones entre los tubos y la placa de tubos.
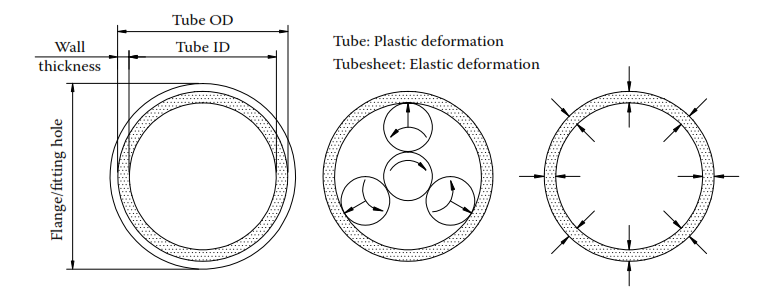
El expansionado de tubos, también llamado laminado, rolado o rolling, es un trabajo que se basa en la deformación plástica que si está bien ejecutado produce uniones mecánicas seguras y estancas. La creación de uniones mecánicas mediante el expansionado del tubo, se basa en crear una reducción en el espesor de la pared del tubo, comprimiendo el diámetro exterior del tubo contra una superficie que lo contiene, la placa de tubos. Idealmente, se crea la unión expandida cuando el tubo sufre una deformación plástica y está contenida por las propiedades elásticas de la placa de tubos (se recupera por completo), esto debe ocurrir justo antes de que la placa de tubos pase a un estado plástico.

Para conseguir una unión de buena calidad, el espesor de la pared del tubo se debe reducir en una proporción adecuada y uniforme. Gran parte de las fugas que se dan en las juntas expansionadas se deben a una determinación errónea en la reducción del espesor de la pared, ya sea por defecto (underrolling) o exceso (overrolling).
Underrolling, se produce cuando el tubo no se lamina lo suficiente y permanece en la fase elástica sin alcanzar la fase de deformación plástica, la compresión sobre la placa de tubos no tiene la suficiente fuerza para activar la fase elástica en el agujero de la placa de tubos.
Overrolling, se produce cuando la expansión del tubo supera el porcentaje correcto de reducción de pared y los ligamentos entre los agujeros de la placa de tubos se desplazan causando fugas en los tubos adyacentes. El exceso de expansionado puede causar un daño considerable.
Calcular las dimensiones de expansión y conocer los porcentajes de reducción de los tubos que se han de expandir, evita gran parte de estos problemas y garantiza la creación de una unión mecánica correcta.
Carbon steel 5%–8% Stainless steel 3%–5% Alloy steel 4%–6% Titanium 4%–5% Copper alloy 4%–8% Admiralty brass 7%–8% 3003/4004 aluminum 5% maximum 6061T aluminum 10%–12%
Porcentajes de reducción de pared (orientativos)
Una longitud de expansión adecuada evita la aparición de problemas, una longitud de expansionado reducida permite que se forme condensación entre el tubo y la placa de tubos, dando origen a un deterioro prematuro de la unión. Un expansionado demasiado largo que sobresalga de la placa de tubos, crea un borde afilado que terminara debilitando el tubo. Considere una longitud de expansionado igual al espesor de la placa de tubos menos 1/8”.
Existen expansores de tubos de 3, 4 y 5 rodillos, es recomendable usar expansores de 4 o 5 rodillos para:
Expansionado de tubos de acero inoxidable, titanio y materiales endurecibles por deformación.
Tubos de espesor de pared BWG 20 e inferiores, utilice expansores de 5 rodillos para tubos de acero inoxidable o titanio y de 4 rodillos para tubos de acero al carbón, cobre, aluminio o latón.
Placas de tubos con ligamentos delgados y patrón de distribución triangular.
Los expansores de tubos, se emplean en la fabricación de haces tubulares desde hace décadas. La finalidad del expansionado es deformar el extremo del tubo aumentando su diámetro a costa de reducir el espesor de la pared del tubo. Este proceso de deformación plástica del extremo del tubo y la deformación elástica generada en la placa de tubos, forma una unión estanca entre los dos elementos que evita fugas y limita el intercambio de energía al contacto con las paredes del tubo, evitando la mezcla de medios.
Para conseguir la estanqueidad entre la placa de tubos y el tubo es imprescindible seleccionar la herramienta adecuada y determinar el grado de expansión. La elección del expansor depende del material y las dimensiones físicas del tubo y de la placa de tubos.

Tubo
Diámetro exterior
Diámetro Interior
Espesor o Galga BWG
Material
Placa de tubos
Diámetro del agujero
Espesor de la placa
Material
Con estos datos y el porcentaje de reducción de la pared, en función de los materiales, se puede realizar un cálculo orientativo de la expansión, para obtener una buena unión mecánica
Para obtener el diámetro interior del tubo expandido, determinar la holgura entre la placa de tubos y el tubo (diámetro del agujero de la placa de tubos menos diámetro exterior del tubo). Sumar el diámetro interior del tubo, la holgura y el porcentaje de reducción de la pared del tubo (2 veces el espesor de la pared del tubo por el porcentaje de reducción)
Ejemplo Expansionado de un tubo de ¾ “ BWG 18 de un condensador.
Diámetro exterior del tubo 19,05 mm. Diámetro interior del tubo 16,56 mm, Espesor 1,24 mm
Determinación de la holgura = Diámetro del agujero de la placa de tubos - Diámetro exterior del tubo 0,25 mm = 19,30 mm-19,05 mm
Determinar el diámetro interior del tubo expandido
16,95 mm =16,56 mm (D.I. del tubo) + 0,25 mm (holgura)+ 0.14 mm (1,24 mm x2x 0,06)
Si no se consigue la reducción suficiente de la pared del tubo, se tendrá una expansión deficiente que generará fugas e incluso acabar dañando la placa de tubos, debido al movimiento del tubo dentro del agujero de la placa de tubos. Volver a expansionar el tubo puede solventar este problema. Un expansionado excesivo del tubo, dará lugar a deformación de los agujeros de la placa de tubos y fugas en los tubos adyacentes. El control de la fuerza aplicada al expansor empleando actuadores neumáticos o equipos electrónicos para controlar el torque aplicado, consiguen una deformación uniforme y evitan un expansionado excesivo .

Antes de expansionar los tubos, limpiar el interior y exterior de los tubos, eliminando cualquier resto de óxido u otras impurezas. Una limpieza defectuosa de la parte interior del tubo puede provocar que estos materiales se incrusten en la pared del tubo interior del tubo, provocando daños en expansor, la presencia de partículas extrañas o suciedad en la pared exterior del tubo puede dañar la superficie de asiento e impedir la formación de una junta estanca. La limpieza de los extremos del tubo puede realizarse con un cepillo de alambres, es necesario eliminar restos de capas protectoras empleando disolventes adecuados.
Antes de usar el expansor se debe limpiar para eliminar restos de revestimientos protectores, suciedad, grasa y otras materias extrañas. Asegúrese de que los rodillos y mandril están en buen estado y funcionando correctamente.
Antes de usar el expansor tiene que lubricarlo correctamente, con un lubricante resistente a la presión, los lubricantes comunes no deben emplearse pues no resisten la presión que se origina en el proceso de expansionado, recomendamos el uso de TECO 'Lube-A-Tube'. Este lubricante soluble en agua fue desarrollado para el expansionado de tubos, se puede diluir en agua para obtener la consistencia deseada.
La velocidad de rotación del expansor debe ser adecuada al diámetro y espesor del tubo y al espesor de placa de tubos. La velocidad adecuada proporcionará un trabajo en frío seguro que no generará daños en la superficie del metal, ni cambios en la estructura del mismo. La velocidad también es un factor importante para prolongar la vida útil de las herramientas, si el expansor se calienta en exceso detenga el trabajo, nunca golpee el expansor, aparte de dañarlo, puede aflojar uniones ya expansionadas.
Tras expansionar un tubo, limpié y enfrié la herramienta empleando un lubricante ligero o un disolvente. Si tiene que expandir un gran número de tubos le aconsejamos que utilice dos expansores para realizar el trabajo, de esta forma puede enfriar uno mientras emplea el otro. Revise el estado de la herramienta y sustituya cualquier pieza que muestre irregularidades: rasguños, picaduras, grietes, etc. Además de dañar la herramienta, las irregularidades pueden generar marcas en la zona de expansión, que le obliguen a cambiar el tubo.
Al finalizar el trabajo, limpie el expansor cuidadosamente, empleando un disolvente o lubricante ligero. Evite la formación de óxido en la herramienta, por ejemplo, cubriéndola con una tela impregnada en aceite antioxidante.




















Comentarios